|
|
|
|
Verslag
werkbezoek aan Cooley Distil
Co |
|
|
|
|
||
|
Na
een eerste nacht op Ierse bodem in het nabije en wondermooi gelegen oude
stadje Carlingford staan we op het afgesproken uur op de parking van
Cooley. |
Helemaal
niet te vergelijken met de oude vaak pittoreske gebouwen die we in het
niet zover af gelegen Schotland al mochten bezoeken. Eerder een slordig
uitziend doorsnee fabriekje van onbepaalde ouderdom. Er zijn dan nog
eens grote werken aan de gang om de eerste indruk nog een beetje te
versterken, en niet in goede zin. |
Ik
op zoek naar onze contactpersoon, ene Eddy, althans volgens mijn Ierse
muze Aoife. In de rommelige burelen zit een boekhoudertype van de jaren vijftig mij verwonderd over de rand van zijn dikke weckpotbril aan te staren.
|
|
|
|
|
||
|
Bij het vernoemen van mijn vriendin schiet hij onmiddellijk haast nederig in actie. We maken van het wachten gebruik om de in het gangetje hangende kasten te inspecteren en te fotograferen. |
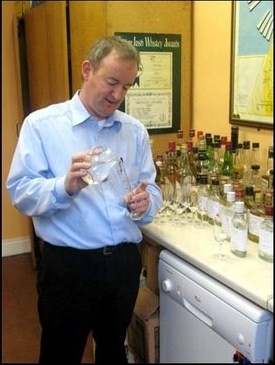
Even later komt iemand de trap op en hij stelt zich voor: Noel Sweeny (foto), master blender en Quality assurance manager. Dit doet bij mij ergens ver weg een belletje rinkelen. Voor mij staat één van de redders van de Ierse whiskywereld! Rustig type, Iers vriendelijk en onmiddellijk van wal stekend. |
Ik
waarschuw hem dat ik van de woordvoerder van de beste Belgische
whiskyclub een onverbiddelijke vragenlijst heb meegekregen maar dat
schijnt hem niet af te schrikken. Hij
vertelt ons wat over de verre en nabije geschiedenis van de
distilleerderij, dat kan men uitgebreid terugvinden op de website: www.cooleywhisky.com
en gaan we dan ook hier aan ons laten voorbijgaan. Wel interessant is
dat er vroeger ook veel gedistilleerd werd voor de farmaceutische
industrie. |
|
|
|
|
||
|
Eerst
gaan we naar de graansilo’s (foto links) en de stortbak voor
het graan (foto midden). Er worden drie soorten in bulk geleverd:
Malt, Peated malt en grain(Maïs). Er wordt hier geen Green malt
gebruikt, wel bij Midleton om dat het taksgewijs goedkoper is. Deze
worden om beurten gemalen in dezelfde molen. Op
vraag van het bestuur beperk ik me hier tot het continue proces van de
graan distillatie. De maïs wordt gemalen aan
3500t/m. |
||||
|
|
 |
 |
||
|
Dan gaat het naar de mashtuns
die 15000l groot zijn. |
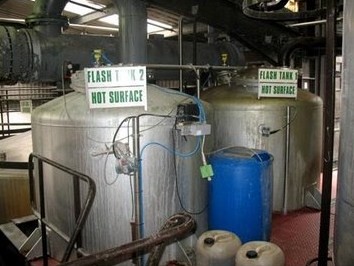
Gekoeld
wordt er daarna in zogenaamde flashtanks onder een licht vacuüm (-0,5
bar) dit gaat bijzonder snel, dan volgt een flash evaporation bij 110°C
in flash tank 2. Dit noemen wij in de distilleerders wereld
“overblazen= zeer ruwe distillatie) tenslotte wordt er terug gekoeld
naar 70°C onder licht vacuüm. |
Alles gaat nu via conversiontanks via een cooler ... |
|
|
 |
 |
||
|
... naar één van de 4 fermentation tanks waar gist toegevoegd wordt en alles 12h blijft pruttelen, om overschuimen te voorkomen wordt er gekoeld op de aloude Gevaert-wijze, nl met een slang laat men water over de tank lopen. Dit is wel nodig want de tanks zijn behoorlijk warm en het gistingsproces nogal hevig. De CO2 die vrijkomt is te miniem om op te vangen en gaat de atmosfeer in via een uitlaatpijp. |
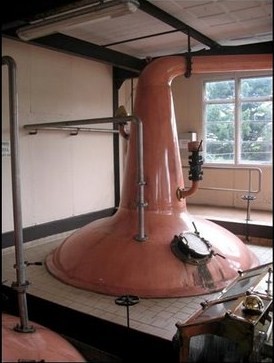
Dan begint het echte distilleren. |
Noel noemt dit een “all in mash” dwz dat de hele brij in kolom 1 ingebracht wordt en dat er door de kolom stoom gejaagd wordt. |
|
|
|
|
||
|
Voor verstoppingen van de kolom is er volgens Noel geen gevaar wegens de “jacht “ van de stoom Op verschillende niveaus zijn er vingerdikke platen in de kolom geplaatst waar ook kijkglazen zitten, zo kan men het proces in de gesloten kolom beter volgen. In de platen zijn gaten waardoor de alcohol naar boven kan en het water naar beneden. Het water neemt op zijn weg naar beneden het grootste deel van de vaste bestanddelen mee; In de top van de kolom bekomt men distillaat van 55%. |
Het
water, afkomstig van de stoom en de vaste bestanddelen die mee naar onder
zakken worden onder opgevangen en door een centrifuge gespoeld, hier
blijven de vaste bestanddelen achter en die dienen net als in Schotland
als veevoeder (zie foto). |
Het
water wordt dan door een evaporator gejaagd, wat nu overblijft is
“syrup” (melasse) de rest van het water dat nu van bijna alle
restproducten ontdaan is wordt dan over een rietbed in de rivier en zo
naar zee geloosd. Maar nu verder met de distillatie. De 55% ige alcohol gaat nu naar kolom 2; Weer wordt er vanonder stoom geïnjecteerd en via, nu koperen platen voor meer contact en verwijderen van zwavelbestanddelen, krijgen we in de top van de kolom alcohol (Amyl) van 94,8 %. |
|
|
|
 |
||
|
We mogen even onze handen onder een kraantje houden en geloof me, een betere aftershave kan je je niet inbeelden. |
Het kostbare distillaat wordt nu naar het filling station gepompt. |
Hier neemt Eddy de zaak over. |
|
|
|
|
||
|
De Alcohol wordt verdund tot 70% dit in tegenstelling tot de malt die op 64% gebracht wordt( zie ons eigenste vat Connemara) |
Hier staan Bourbon casks te wachten, voor de toekomstige dissidente leden van 105 proof, deze worden gekocht bij Heaven Hill in Kentucky. |
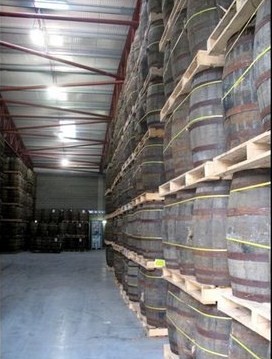
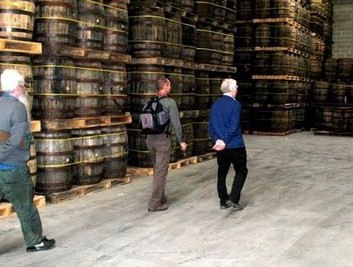
Dan gaat het naar de brandnieuwe warehouses (2006 en 2009) |
|
|
 |
|
||
|
Hier is nog geen spoortje van onze champignon ivronge te bespeuren, maar dat komt wel, alles op zijn tijd. |
De vaten worden “upright” gestapeld. Zes vaten per pallet en zes paletten op elkaar. Voor langere rijpingen worden meestal 2nd fill casks gebruikt. In regel worden de vaten na de derde fill gerecycled . Zo stonden er 2000 vaten te wachten op transport naar Maleisië waar men er ik weet niet wat mee doet. Waarschijnlijk iets wat wij hier in België niet nodig hebben maar toch duurbetaald invoeren. |
|||
|
|
 |
 |
||
|
Terug
buiten
bekijken we nog het koelwater dat via een cascade systeem terug naar de
rivier Toon geloosd wordt. Er wordt dus geen warmtewisselaar gebruikt om
de warmte te recupereren. Men is dit in de toekomst wel van plan, maar
daar is geld voor nodig. |
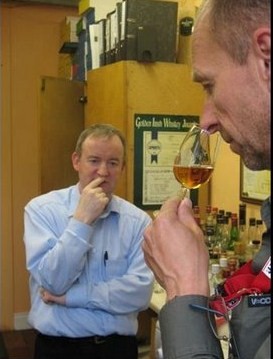
Na deze rondleiding belanden we in het bureel van Noel. Hij laat ons de hele range proeven. |
|||
|
|
|
|
||
|
Ik wordt om één of andere reden als kenner beschouwd en moet blind tasten. Turf, dus een Connemara, dat was niet moeilijk, maar dan vraagt hij me welke finish dit lekkere vocht gehad heeft, gelukkig voor mijn reputatie zit ik er vlak op. 16y Sherry finished. De eer van onze prestigieuze club is weerom hoog gehouden. |
Ik vertel hem van ons eigen vat en hij zou maar wat graag van mijn meegesmokkeld kleinood proeven. Wanneer hij vraagt wie de chauffeur is blijkt hij toch wat bevreesd voor mijn rijkunsten en wordt de tasting afgesloten. Ik overhandig hem de obligate fles Flierefluiter, waarmee hij zeer verheugd is en ook nog een kleinigheid voor mijn muze Aoife. |
|||
 |
|
Wij
bedanken hem voor zijn tijd en moeite en duiken de auto in op weg naar
nieuwe avonturen. |
J'O (Lidnr.12) |
|
|
 |
noot van het bestuur:We willen J'o bedanken voor de antwoorden die hij meegebracht heeft op
onze vele vragen.
|













.JPG)